
|
||
|
Le procédé à froid est l'électrozingage qui consiste à déposer une poudre de zinc et à la fixer sur l'acier brut par électrolyse. L'épaisseur de la couche de zinc est généralement faible, de l'ordre de 1 à 20 μ. Le procédé à chaud permet de déposer des couches de zinc plus importantes, mais attention les 2 procédés ne donnent pas les mêmes résultats. |

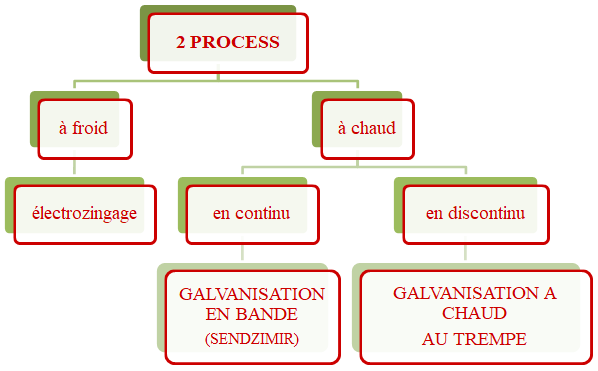
LES 2 PROCÉDÉS DE GALVANISATION À CHAUD DES PIQUETS PROFILÉS |
||||||||
| Galvanisation en continue | Galvanisation en discontinue | |||||||
 |
 |
|||||||
|
Le feuillard refendu est déjà galvanisé |
Feuillard refendu est encore en acier noir (non galvanisé) |
|||||||
|
||||||||
 |
 |
 |
||||||
| Conditionnement |
Galvanisation au trempé dans le bain de zinc en fusion |
|||||||
|
Pour le feuillard galvanisé en continu, on parle souvent de procédé Sendzimir. Pour le procédé en discontinu, on doit parler de galvanisation à chaud au trempé. |
||||||||





 |
L'épaisseur de revêtement est toujours plus importante lorsqu'on galvanise le piquet après profilage (galvanisé à chaud au trempé) que dans l'autre procédé (profilage d'un feuillard déjà revêtu).
Un piquet galvanisé à chaud au trempé doit répondre à la norme EN 1461.
Lorsque vous choisissez un piquet profilé assurer du type de galvanisation et de l'épaisseur du revêtement par face. Ne vous limitez pas au critère de choix "galva", il faut avoir les précisions autour du mot "galva" - terme trop restrictif. |
| Article extrait du book palissage de C.E.P.- Consulting |